钢坯弱磁自动探伤技术
发布于:2023/8/3 16:39:32 点击:2142
字体:[大 中
小]
钢坯专用弱磁探伤系统是一种高精度、高准确度、全方位的钢坯弱磁检测仪器。该仪器可以同时检测钢坯四个面表面和内部的缺陷,特别是对于钢坯的近表面和边缘圆角处的缺陷,通过图像处理技术显示钢坯的裂纹、疏松、夹杂等各类缺陷。解决了目前各类检测检测灵敏度不高,准确性较差,容易遗漏等难题。此外,该设备是一种集成化程度较高的自动化检测仪器,可以实现钢坯自动检测分选,操作简便。






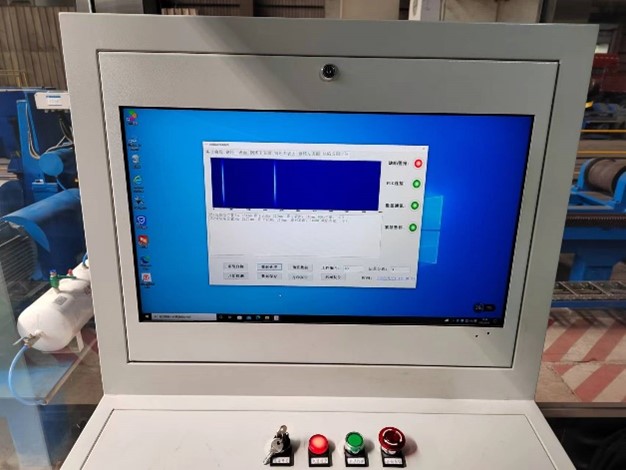
图1. 现场操作
设备技术参数
|
项目名称
|
技术参数要求
|
|
弱磁自动探伤仪
|
可探测内部及表面缺陷,并记录
|
|
探伤面数
|
4面
|
|
探头架固定方式
|
随动式
|
|
探头架入口组距调节方式
|
自动调节
|
|
钢坯探伤时放置形式
|
V型传动或平面传动
|
|
探头界面覆盖范围
|
230-280mm
|
|
探伤结果记录方式
|
随材料号自动记录
|
|
探伤结果校准方式
|
样件校准
|
|
探伤设备运行连续性要求
|
随停、随开,连续探伤
|
|
运行辊道承重量
|
≥4吨
|
|
探伤钢坯长度
|
2500-6500mm
|
|
探伤内部缺陷检出能力
|
Φ2mm
|
|
探伤表面缺陷检出能力
|
表层以下10mm,尺寸≥1.5mm
|
|
探伤扫查速度
|
最大可达到10m/min
|
|
探伤盲区
|
表面无、端部铲边起≤20mm
|
|
探伤漏报及误报率
|
≤1%
|
|
探伤检测重复率
|
≥95%
|
|
探伤检测稳定性
|
dB值波动≤±2dB
|
|
探伤检测直线度
|
6mm/m
|
|
探伤设备对表面要求
|
不酸洗、不抛丸,轧制冷却后
|
|
探头使用寿命
|
正常情况下≥2年
|
|
去毛刺后精度
|
高度≤2mm
|
|
去毛刺速度
|
≤30s/端面
|
|
去毛刺面数
|
端部4个面
|
|
截面尺寸测量精度
|
宽度、高度≤0.5mm
|
|
长度测量精度
|
≤3mm
|
|
尺寸测量速度
|
≤30s/支
|
|
上料台架备料量
|
数量≥230mm*20支
|
|
上料台架上料速度
|
≤20s/支
|
|
下料台架备料量
|
≥230mm*20支
|
|
下料台架数量
|
2个
|
|
下料台架下料速度
|
≤20s/支
|
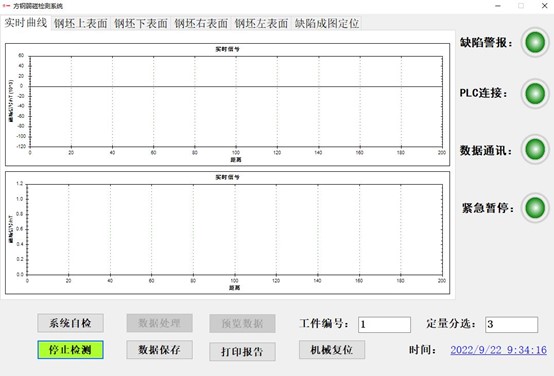
图2. 软件操作主界面
软件界面功能介绍:
1.“系统自检”:对系统三个条件进行自检测:①自检测与PLC是否连接成功。②探头机械臂是否张开到位。③紧急暂停按钮是否未复位。
2.“数据处理”:对之前检测存储的数据进行调取并进行缺陷处理。
3.“预览数据”:对之前保存的数据进行调取,调用数据地址为:D:\ JYT弱磁检测\bin\Debug\datafile。
4.“工件编号”:对工件编号进行输入(一般为炉号+钢号+序列号);
5.“定量分选”:输入缺陷检测标准,以Φ3为例,输入3即Φ3以下缺陷不再报告提示。
6.“机械复位”:警报解除,探头机械臂张开。(一般用于紧急暂停状态解除时点击)
7.“打印报告”:对缺陷检测结果手动进行质量报告打印(为电子版),并自动进行保存,保存地址为:D:\ JYT弱磁检测\bin\Debug\ MyWord_Print。
8.“数据保存”:对检测数据进行手动保存,保存地址为:D:\ JYT弱磁检测\bin\Debug\datafile。
9.“开始检测”:系统进入自动检测状态。
10.“缺陷警报灯”:初始状态为绿色,当方钢检测到缺陷时变为红色。
11.“PLC连接灯”:与PLC连接成功后,该灯为绿色,当与PLC连接断开时该灯为红色状态。
12.“数据通讯灯”:当PC端与PLC端数据通讯正常时为绿色,当与通讯状态异常时变为红色。
13.“紧急暂停灯”:当PC端紧急暂停按钮按下后,该指示灯变为红色,旋起后恢复绿色状态。
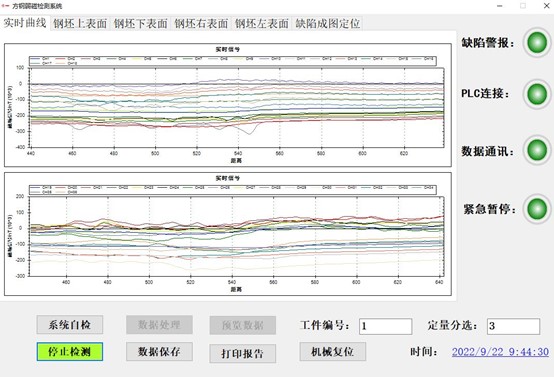
图3. 软件实时检测图
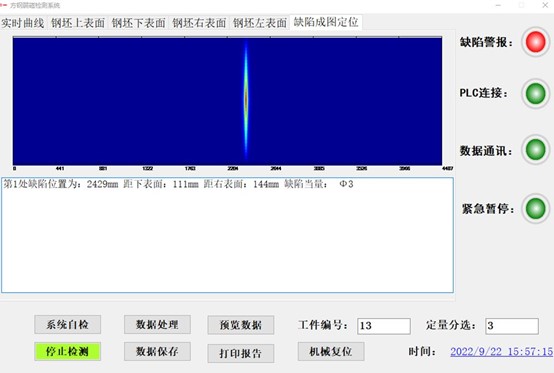
图4. 数据处理界面示意图
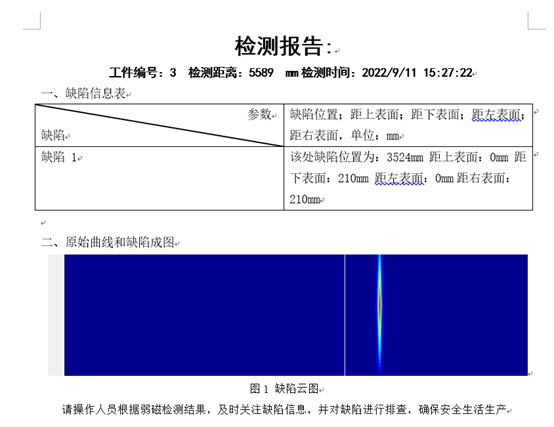
图5. 现场检测报告图
方钢进行去毛刺结束后,前进到第一组立辊处,PLC端给PC端发到达检测位置1处,此时PC端进行机械臂是否张开到位判断,如果张开到位则给PLC发允许通过指令,否则方钢原地等待,机械臂重新张开,直到张开到位,该流程为运行安全考虑,防止探头机械臂张开未到位,方钢进行冲撞对探头进行破坏。
方钢前进到检测探头正下方后,给PLC端发到达检测位置2处,PC端进行机械臂加紧,并给PLC发开始检测信号。
检测过程中如遇任何突发情况,立即按下PC端或者PLC端操作台上“紧急暂停按钮”,系统自动停止,此时系统界面会弹出“紧急停止,请立即排除PC检测端故障!!!”,同时界面紧急停止指示灯变红。在排除完突发问题后,将该检测方钢退回,PLC端点击“自动检测”后,PC端点击弹窗上的“确定”按钮即可自动进行初始化。切记不可在方钢未退出检测端前点击弹窗的确定按钮。在方钢退出前,软件端需点击“机械复位”按钮打开机械臂,防止机械臂加紧状态中钢坯退回造成损坏。
方钢检测完成后,探头机械臂自动张开,并停止测磁。系统自动进行数据处理、数据保存、以及打印报告并自动保存质量报告等功能,并自动进入缺陷成图定位界面。如果方钢检测合格则给PLC发合格信号,对方钢进行分选放置,如果检测不合格,则软件端进行报警提示,缺陷警报灯变红。同时1750控制检测端警报灯变红,警报响起。给PLC端发不合格信号,并进行分选放置。
检测完成无需进行任何操作,等待下一根方钢进入检测端,自动进入检测原始信号界面,并循环进行业务流程。