弱磁焊缝熔深检测技术
发布于:2023/8/3 14:33:38 点击:1940
字体:[大 中
小]
焊接过程中,在外界热源作用下母材及填充金属熔化成流动液体,并在母材处形成一定几何形状的熔池,当焊接热源离开熔池表面时,母材表面温度不断降低,液体金属开始结晶。熔池有两次结晶过程,一次是从液相转变为固相的结晶过程,另一次是同素结构体转变的二次结晶过程。随着液体温度不断降低,过冷度不断增大,液相中不断有晶胚出现,金属液相与固相之间存在单位体积自由能量差,液体中的晶核形成后,会在能量差的作用下以晶核为中心成长为晶体。
在焊缝的熔合线处,晶体以柱状晶的形态不断长大,其长大的方向与熔池的散热方向一致,焊缝熔池结晶过程中,晶体沿焊缝熔合线不断长大。熔合线一侧是母材,另一侧是熔池金属结晶产生的柱状体,两种不同材料具有不同的磁导率。焊缝熔合线处存在材料磁导率的突变,导致焊缝出现磁异常。通过设计特定的磁传感器通过对磁异常的监督检测,以此来达到对熔合线的定位即对焊缝的深度测量。
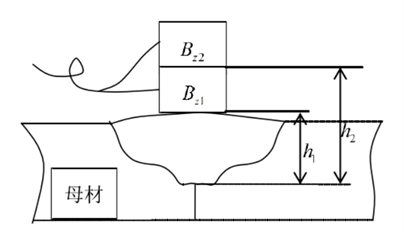
图1. 熔深检测原理图
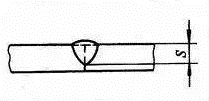
图2. 对接焊缝示意图(S为焊缝有效厚度)
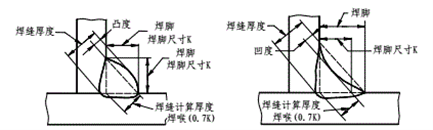
图3. 凸形角焊缝示意图 图4. 凹形角焊缝示意图
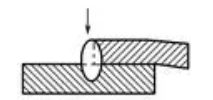
图5. 搭接焊缝示意图

图6. 弱磁熔深检测仪

图7. 直角焊缝检测探头 图8. 对接焊缝检测探头 图9. 搭接焊缝检测探头
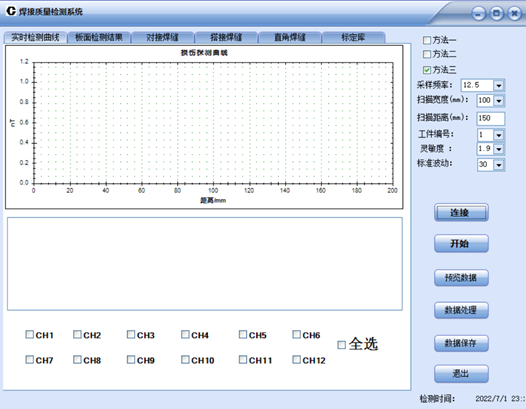
图10. 数据采集界面
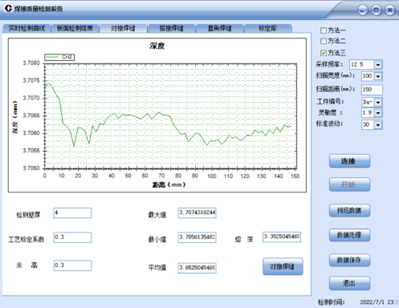
图11. 对接焊缝分析界面
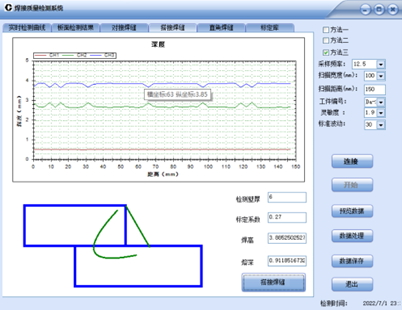
图12. 搭接焊缝分析界面
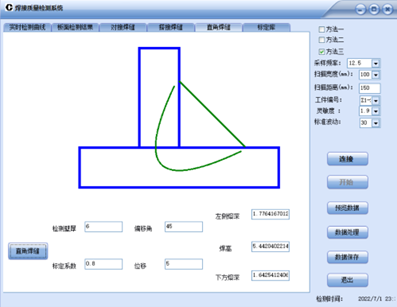
图13. 直角焊缝分析界面
焊缝质量检测试验与验证
· 搭接焊缝
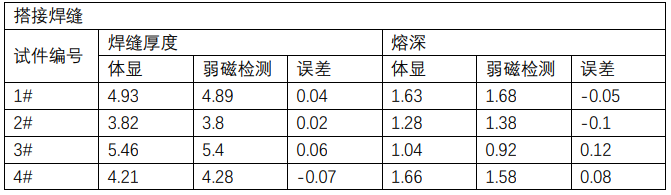
结果分析:
根据实验设备切割检测结果与弱磁焊缝质量检测仪结果分析验证,发现搭接焊缝关键尺寸测量误差普遍较小,高度吻合。
注:所有数据单位均为:毫米(mm),下面同上。
· 直角焊缝
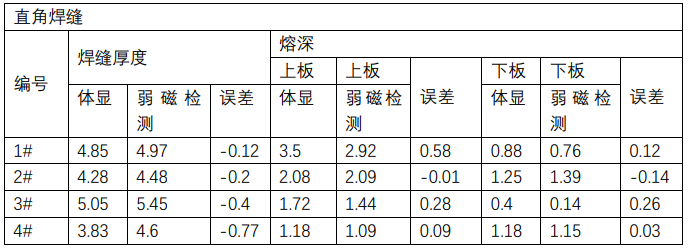
结果分析:
通过误差分析,我们进行角度修订以及焊趾高度修订并对原采集数据进行重新计算。根据实验结果误差分析,实验结果吻合度明显大幅提高、误差变小。
· 对接焊缝
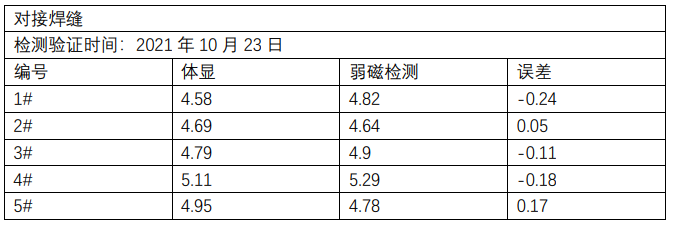
结果分析:
在对整车对接焊缝质量检测过程中,焊接板材厚度对弱磁焊缝质量检测仪测量结果无影响,但焊板的组成成分不同会对试验结果存在一定影响。
试验结论:
· 焊缝关键尺寸弱磁检测技术可以即快又准确的对整车焊接工艺质量进行检测,检测中无须切割、打磨、酸洗、金相显微、测量;一名检测人员、每一个测点检测时间不超过1分钟;检测结果可以二维显示、检测数据可存档保存、调取;
· 弱磁检测技术还可以对焊缝质量进行无损检测、可以即快又准的发现焊缝生产过程中由于焊接工艺、人员、设备等原因造成焊缝内部的裂纹、气孔、未熔合、咬边、夹渣缺陷。
· 角焊缝检测熔深计算时需要一个焊趾与上底板的夹角,试验中采用固定夹角,现场发现实际焊缝此夹角存在一定误差,且此角存在差异,造成部分熔深尺寸存在误差,计划改进采用实际测量斜角方案,提高熔深检测检测精度,使其检测绝对误差不超过0.3mm。