车轴渗碳层厚度弱磁检测技术
发布于:2023/8/3 10:57:13 点击:1809
字体:[大 中
小]
随着现代汽车整车技术的迅速发展,车半轴作为连接差速器与驱动轮传递扭矩的重要桥梁,得益于车轴其表面高硬度心部强韧性等优异性能,使得成为汽车架构系统组成至关重要的关键零部件之一。车轴通过渗碳、淬火等热处理工艺后最终在其表面形成一层有效硬化层。如果渗碳层厚度过深则使得渗碳件的心部硬度高,减低了渗碳件的抗冲击韧性,使得渗碳件容易发生断裂,厚度过浅则达不到热处理的目的。因此渗碳层厚度检测是热处理工艺评定车轴质量的重要值指标,是业界一直关注的问题。然而现阶段通用的金相检测属于有损检测,其余无损检测技术则在精度上无法达到工程应用需求且操作复杂。
基于以上问题,本文提出一种基于渗碳层与心部交界处应力集中且无法消除,进而对外表现出特定磁感应强度的弱磁检测技术车轴渗碳层厚度无损检测方法。

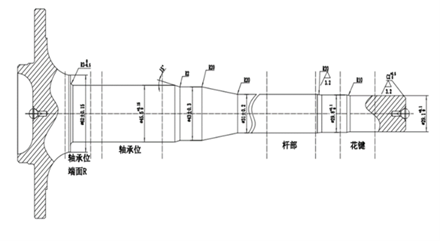
图1. 车半轴整体实物图 图2. 车半轴规格示意图
车轴渗碳层厚度检测系统平台主要包括待检试件、TMR测磁传感器部分与上位机三大部分,其检测平台如图3所示,其上位机与下位机传感器共同构成了本文自主研发的车轴渗碳层厚度弱磁检测仪。
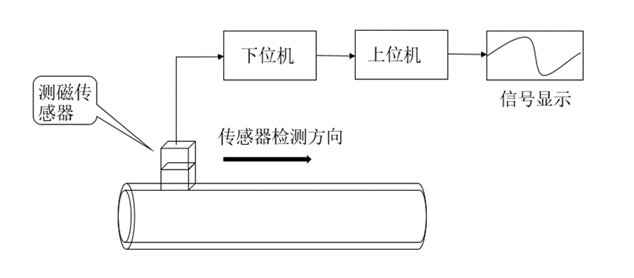
图3. 检测平台建立图

图4. 便携式厚度检测仪实物图

图5. 实际工装检测示意图
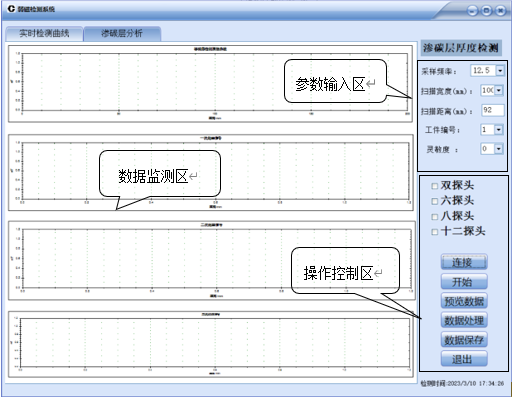
图6. 上位机软件主页面
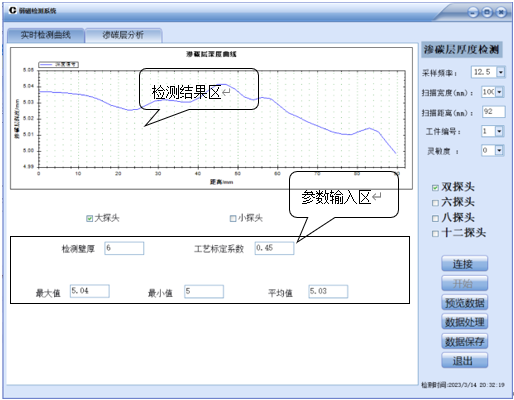
图7. 渗透层分析模块界面

(a) 端部花键外圆 (b) 杆部外圆 (c) 轴承位外圆与端面R角
图8. 待检试件
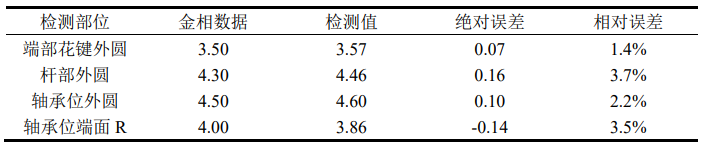
经弱磁检测技术计算处理得出的渗碳层深度与厂家金相切割试验数据对比结果如表1所示,通过表1结果分析,本试验中四个检测部位相对误差分别为1.4%、3.7%、2.2%、3.5%。最小可达到1.4%,整体检测效果精度极高误差小,效果良好。此外轴承位外圆在未经处理排除缺陷影响时,弱磁检测渗碳层深度区间为:5.95~1.71mm,平均深度为4.18mm。由此可见在检测过程中工件存在缺陷时对检测结果造成误差影响较大。由于车轴在热处理后存在缺陷的可能性比较大,但其缺陷大小一般是小于Φ1.0mm的细小裂纹缺陷。通过该试验我们对检测过程中遇到缺陷进行相关递进处理即将缺陷部位做平滑处理使其根据前面磁感应变化趋势均匀变化,或通过点测来消除缺陷对渗碳层深度检测结果的影响。
表1 弱磁检测渗碳层厚度与金相数据对比(单位:mm)
通过对三组试件四个关键检测部位的重复检测试验,针对磁感应强度信号幅值比与渗碳层厚度值的相关性进行多次分析,并与实际试件检测部位金相数据进行相对误差分析,验证了车轴渗碳层厚度弱磁检测的可行性,并最终通过对随机抽取整根车半轴试件多部位首先进行弱磁现场检测,后对现场检测部位进行切割金相试验,通过现场弱磁检测渗碳层厚度值与金相处理深度值作对比,分析比较各部位的相对误差值,最终验证该车轴渗碳层厚度检测系统的实用性与稳定性。
为了进一步验证该弱磁检测系统的实用性,我们将采取从工厂车间成品摆放处如图9随机抽取两根完整试件来进行抽检。我们以上述试验检测结果的各部位磁弹系数为基准进行此次试验的固定标定参数,此外由上述试验的随机试件先做金相切割有损试验获取实际渗碳层厚度参数再进行弱磁检测顺序变为先对随机完整试件进行弱磁无损检测在检测完成后对检测部位由厂家进行金相数据检测得顺序,最后与弱磁检测渗碳层厚度值进行比较进行相对误差计算并分析其意义。

图9. 现场检测试件抽取点
在本次现场随机抽检试验过程中,最终随机抽取试件为:CN110V中频半轴与N300LEV中频半轴,其检测流程与上诉试验检测流程相似,但在传感器检测试件方式上因为之前主要是对切割得小试块进行检测由此固定传感器转动待检试块比较方便稳定,但此次现场试验是对完整得大型试件进行待检部位的检测,由于其试件个体大因此采取固定待检试件,通过控制传感器在渗碳层表面上滑动来完成对待检部位的检测。最终检测结果如表2以及表3所示,且后续厂家切割检测部位并作金相处理结果如图10所示。
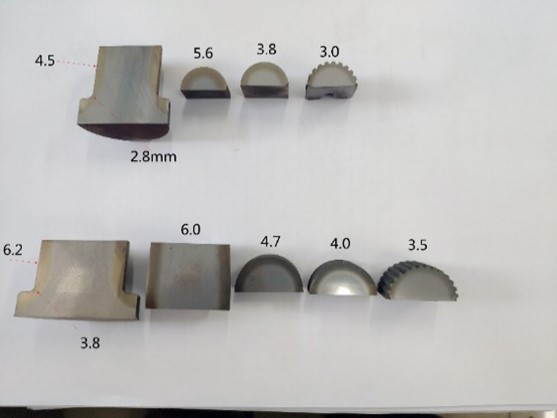
图10. 切割标定金相
表2. CN110V中频半轴弱磁检测与金相数据对比分析
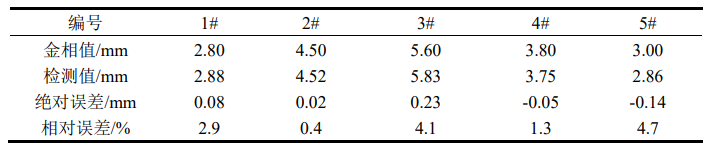
表3. N300LEV中频半轴弱磁检测与金相数据对比分析
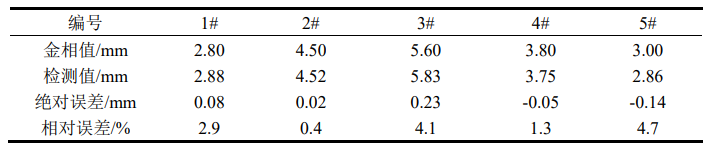
通过此次现场随机抽检试验结果分析可知,现场检测结果精度误差整体小于5%,试验结果整体趋于稳定与之前试验检测精度高度相似,此外车轴渗碳层厚度弱磁检测仪检测深度值与厂家金相切割数据值整体贴合度高。检测误差与渗碳层最大深度值与最小深度值的差值均在工厂实际生产检测的可接收范围之内,通过此次现场检测试验,充分证明了弱磁检测技术在车轴渗碳层厚度实际检测过程中的实用性与稳定性。此外相对于厂家主要采用的金相检测方法,在检测效率上将大大提高,且相对于弱磁检测有损破坏检测也会造成经济成本的提升,在金相检测过程种随机抽取试件做金相检测在一定程度上有很大的代表性,但对于汽车半轴这种重要的结构质量检测容不得一点马虎,最好实现100%产品全部检测。此外在检测精度如此理想的状态下,也可以通过在检测过程中通过比较渗碳层厚度的最大值与最小值的插值及时对热处理工艺各个加工参数进行及时的调节,摆脱过去由于金相验证周期较长,车间生产不等检测结果的模式以至于经常造成呈批次的生产不合格,进而造成更大的经济成本增加。通过弱磁检测技术即可实现同步工作,可及时根据检测结果对加工工艺参数进行调整。
本文设计的车轴渗碳层弱磁检测系统针对目前其他检测技术的不足主要创新点在于提出一种全新检测理论的检测技术,利用测磁传感器无需外界激励以及耦合直接对渗碳层表面磁场强度信号进行检测操作简单,在传感器方面受相机成像测距启发,采用上下阵列的传感器分布方式,通过构建上下阵列传感器幅值比与渗碳层厚度的数学模型,实现对检测点渗碳层厚度的精准测量,且检测精度实现相对误差小于5%,完全满足工厂实际工作检测精度需求。